从混炼到硫化:液压油管材质的制造工艺解密
阅读量:
优质的原材料只是制造好产品的基础,赋予这些材料最终性能的是制造工艺。液压油管的生产涉及多道复杂工序,每道工序的工艺精度都直接影响产品最终质量。本文为您揭秘液压油管材质的制造工艺。

一、胶料混炼:性能的起点
橡胶配方中的十几种成分必须均匀分散在橡胶基体中。采用密炼机与开炼机结合的两段混炼法,确保填料分散均匀度达到95%以上。混炼后停放8-24小时,使各种配合剂继续扩散,达到分子级的均匀分布。
二、钢丝处理:粘合的保障
钢丝表面必须清洁且具有活性,才能与橡胶形成化学键合。通过磷化处理在钢丝表面形成微观粗糙的多孔结构,再通过镀铜与橡胶中的硫反应生成硫化亚铜,是化学粘合的关键。
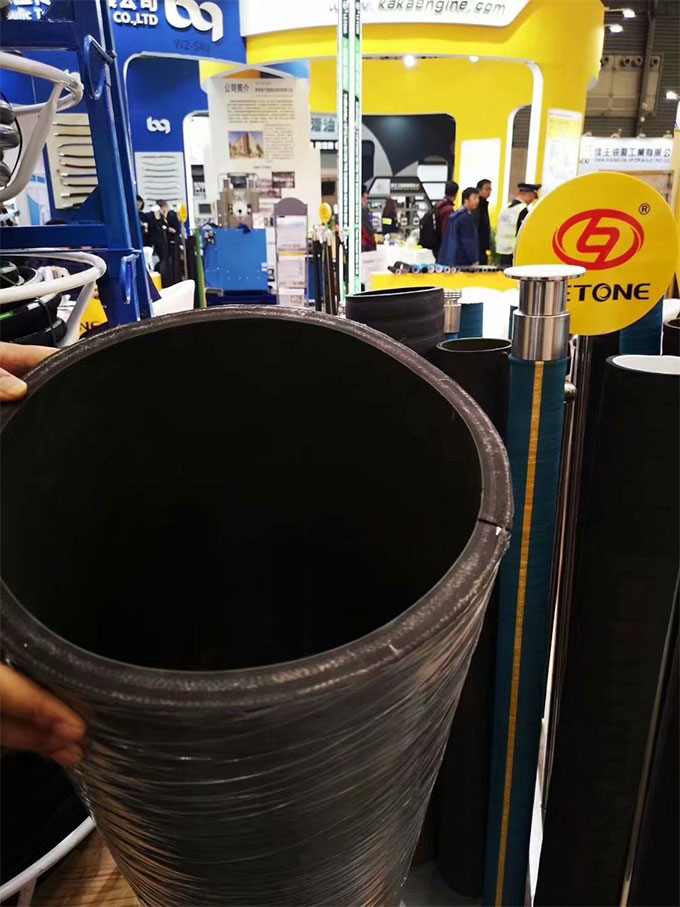
三、挤出成型:尺寸的控制
内胶层通过冷喂料销钉机筒挤出机生产,保证胶料塑化均匀。激光测径仪实时监测管径,厚度公差控制在±0.1mm内。增强层钢丝编织角度严格控制在54°44‘,通过伺服电机独立控制每根钢丝的张力,精度达±1N。
四、硫化交联:性能的塑造
硫化是赋予橡胶最终性能的决定性工序。采用自动化平板硫化或盐浴连续硫化生产线,通过多段温区控制,热量由内向外均匀传递。硫化曲线全程监控,确保交联密度一致。
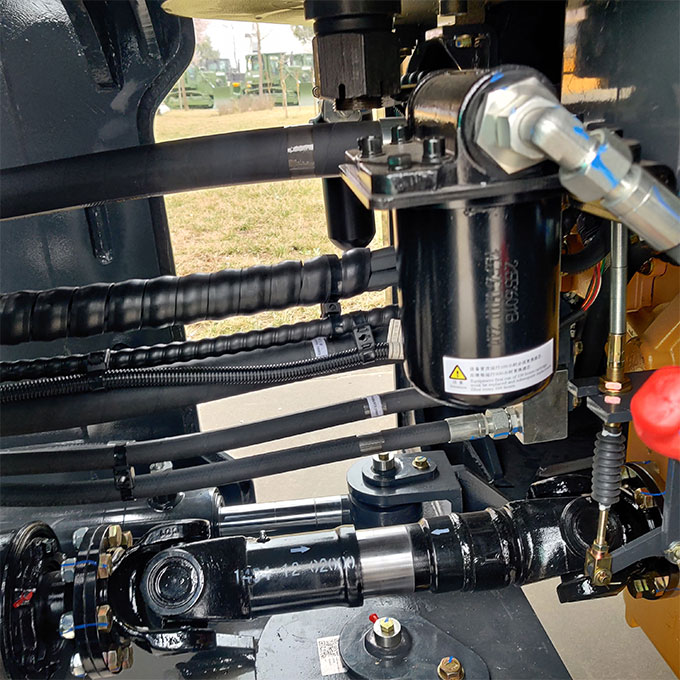
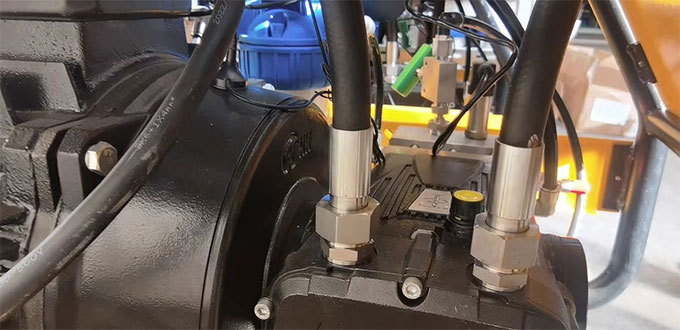
五、扣压组装:最后的连接
接头扣压是最关键的后工序。扣压量必须精确控制,过小则密封不严,过大可能损伤内胶层。数控扣压机将扣压精度控制在±0.1mm范围内,最终产品通过100%耐压测试。
从混炼到硫化的数十道工序,每一道都对最终产品的性能产生影响。选择有先进制造工艺保障的供应商,是获得高品质产品的基础。