压路机液压油管 道路压实设备精密传动系统的技术创新与应用实践
阅读量:
工程应用的特殊性与技术要求
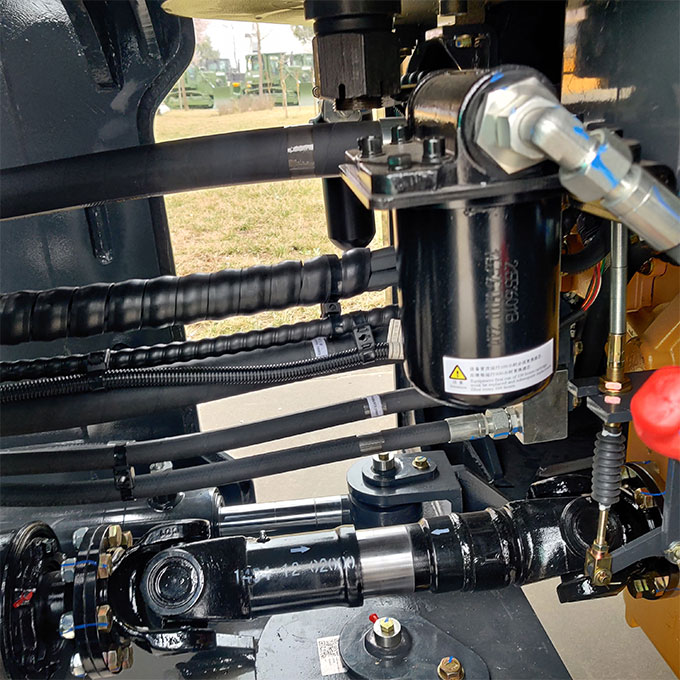
压路机液压油管在道路建设和维护工程中承担着关键的动力传输功能,其工作环境兼具持续振动、动态载荷和复杂路况的多重挑战。在高速公路、机场跑道等高等级路面施工中,压路机需要实现精确的压实控制,这就要求液压系统具备极高的稳定性和响应速度。液压油管作为连接振动轮、行走系统和控制阀组的关键部件,必须确保在各种压实工况下都能提供稳定可靠的压力传递。

技术特性的多维创新
现代压路机液压油管采用三层优化结构设计,工作压力范围18-30MPa,特别强化了抗振动性能。产品创新性地采用了动态阻尼技术,通过特殊的中间层结构设计,有效吸收和分散作业过程中产生的机械振动。外层材料采用耐磨增强型合成橡胶,添加纳米级陶瓷颗粒,耐磨性能较传统产品提升40%。内层采用低摩擦系数的特种橡胶,表面粗糙度控制在Ra0.6μm以内,确保液压油的顺畅流动。
结构设计的工程优化
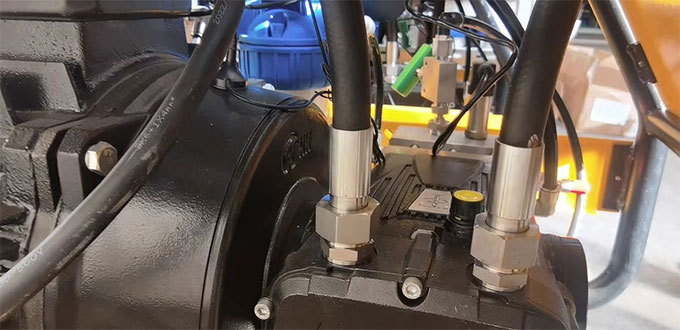
液压油管采用复合增强结构:内层为1.8mm厚度的耐油弹性层,具备优异的抗疲劳性能;中间层为双层交编织物增强层,采用高强度聚酯纤维与芳纶纤维混编,形成立体增强网络;外层为1.5mm厚度的防护层,表面采用防滑纹理设计。连接系统采用平面密封结构,配合锥面定位设计,确保在持续振动环境下连接的可靠性。特别设计的抗扭结构可有效防止管路在设备转向时产生扭曲变形。
制造工艺的精准控制
生产工艺采用模块化制造理念,关键工序包括精密挤出、智能编织、恒温硫化和自动化装配。胶料混炼采用双阶密炼工艺,确保填料分散均匀性达到98%以上。编织工序采用智能化控制系统,实时监控编织角度和张力。硫化过程采用分段控温技术,温度梯度控制精度达到±1.5℃。装配工序采用视觉定位系统,确保接头装配精度。
质量保证体系的系统构建
公司建立了完善的质量管理体系,涵盖原材料控制、过程监控和成品检验三个层面。原材料实施批次管理,每批材料都进行全面的性能测试。生产过程设置12个质量控制点,关键参数实现实时监控和自动调节。成品检验执行100%压力测试,同时进行振动耐久性测试和低温适应性测试。所有检测数据自动上传至质量管理系统,实现质量信息的数字化管理。
应用场景的专业适配
针对不同压实工况,公司开发了系列化产品解决方案。对于沥青路面压实,推荐使用耐高温型产品;对于土壤压实,提供加强耐磨型产品;对于特殊工况下的振动压实,开发了高阻尼型产品。根据压路机型号和工作强度,提供定制化的管路配置方案,包括长度、通径和接头类型的优化选择。
安装维护的专业规程
安装过程需要遵循严格的工艺规范,重点控制管路的走向和固定。建议使用专用定位工具,确保安装位置准确。固定点间距控制在0.8-1.0米,采用弹性固定装置。日常维护建立点检制度,重点关注振动部位的管路状态。建议每运行800小时或完成10万平方米压实作业后进行系统性检查。建立预防性维护计划,定期更换关键部位的油管。
技术研发的前沿探索
公司研发团队正在进行多项创新研究:开发智能感应油管,集成振动传感器和温度传感器;研究新型复合材料,实现减重30%的目标;开发快速维护系统,实现管路的模块化更换。同时,公司正在构建基于大数据分析的预测性维护系统,通过对运行数据的分析,提前预警潜在故障。
工程应用的实际验证
在某高速公路改扩建项目中,采用新型液压油管的压路机完成了超过100万平方米的路面压实任务。在为期12个月的施工期内,液压系统故障率降低60%,设备利用率提升25%,施工质量得到显著提升(数据来源:高速公路施工质量评估报告)。
可持续发展与环保创新
产品设计遵循绿色制造理念,所有材料均可回收利用。生产过程中采用环保型脱模剂和清洗剂,废水处理率达到100%。公司建立了产品全生命周期管理系统,从设计、制造、使用到回收实现闭环管理。
服务体系的全方位建设
公司建立了三级服务体系,提供从技术咨询、安装指导到维护保养的全方位服务。针对重点工程项目,提供驻场服务支持。建立客户培训中心,定期举办技术培训班,提升客户的技术维护能力。开发在线技术支持平台,提供7×24小时远程技术服务。